



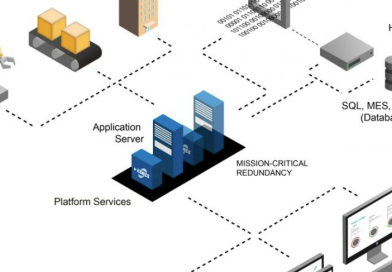
The rise of connected industrial technologies and Industry 4.0 has prompted the development and launch of countless systems with extensive



Out-of-the-Box Solution Templates Offer More Than Meets The Eye.
Sam Kirby, a Solutions Engineer for Novotek UK & Ireland, looks at how manufacturers in the food, beverage and CPG sectors can reliably and rapidly extend automation deployments.
Don’t “Stay Current” – Upgrade!
As the UK’s industrial base continues to adapt to changes in business models, supply networks and trade environments, there’s an opportunity to

Combating flooding with automation
Each winter, the UK is battered with a barrage of storms that lead to all manner of problems for utilities

A recipe for lasting success
Few businesses routinely challenge every part of their organisation like food manufacturers. New technologies and digital transformation can help food

Free whitepaper: Enhancing data management in utilities
Learn how utilities operators can get to grips with data management to create an effective data-driven approach to innovation.

Free whitepaper: Introduction to industrial data
A guide to improving your data practices, from field-level collection to effective analysis.

Getting started with food digitalisation
The food and beverage industry is one where innovation in product development or design can boast a significant competitive advantage.
The three Rs of automation data
Data is vital in modern industrial operations. However, many businesses often deploy data collection and analytics systems in a way

Keeping competitive with food automation
With an overall turnover of €1,109bn and more than 4.5mn people employed across the continent, the food and drink industry is undoubtedly
Making digital transformation more than a concept
Digital transformation has become a goal for many businesses in the industrial sector, as automation technologies develop and the fields

Aligning Historian with cloud
For many operators, data analysis and management still sometimes becomes a matter of Historian systems versus the cloud. Instead, the best option may be to use the two together.

Obsolescence in pharma automation
Despite the life sciences being an industry where precision and quality is vital, pharmaceutical companies have been slow to upgrade

Are your systems aligned with your aims?
If you want to run a marathon, you probably wouldn’t train for it by practising your somersaults. Equally, if you

Planning production in the food industry
One of the biggest challenges for food manufacturers is keeping up with new trends. While edible algae is unlikely to

Modernising hardware in the wastewater industry
Water is important in the Netherlands. Without correct water management, half of the country would be flooded. While the Netherlands’

Consolidating tech in the utilities sector
Despite the utilities sector being one of the first areas of industry to digitalise its operations in the 1970s, business